1. Common Methods of HDPE Pipe Jointing: Butt Fusion, Electrofusion, and Mechanical Coupling
HDPE pipe jointing can be accomplished through several methods, each suitable for specific project requirements. Butt fusion welding is the most commonly used technique for large-diameter pipelines. It involves heating the pipe ends with a hot plate and pressing them together under controlled pressure to form a permanent, leak-free bond. Electrofusion welding, on the other hand, uses specially designed fittings with embedded electrical coils. When energized, these coils melt the pipe and fitting surfaces to create a strong, sealed joint—ideal for gas and potable water systems where precision and sealing integrity are critical. Mechanical couplings offer a non-fusion alternative that enables quick and flexible connections using external clamps or compression fittings. These are often used in temporary or repair applications where ease of installation is a priority.
2. Step-by-Step Guide to Butt Fusion Jointing for HDPE Pipes
Butt fusion is a reliable and widely adopted HDPE pipe jointing technique that ensures long-term structural integrity. The process begins by securely clamping the pipes in an alignment fixture. The pipe ends are then faced using a trimmer to ensure clean, parallel surfaces. A heating plate, typically heated to 200–220°C, is inserted between the pipe ends to soften the material. After sufficient heating, the plate is removed, and the molten pipe ends are quickly pressed together under a specific fusion pressure, calculated based on pipe diameter and wall thickness. Once joined, the connection must be held in place during the cooling phase—usually between 5 to 15 minutes, depending on size—to prevent warping or misalignment. Proper bead formation is a key visual indicator of a successful weld.
3. Electrofusion Welding: A Reliable HDPE Pipe Jointing Method for Water and Gas Applications
Electrofusion welding is a precision jointing method especially favored in critical applications such as municipal gas supply lines and potable water networks. This method involves inserting the HDPE pipe ends into an electrofusion fitting—usually a coupler or elbow—with embedded electrical resistance wires. Once connected to a control unit, the fitting is energized, heating the wire coils and melting the interface between pipe and fitting. The molten plastic fuses into a homogeneous joint as it cools. The process allows for a high degree of automation and repeatability, with barcode scanning often used to ensure correct voltage and duration settings. Electrofusion is particularly advantageous in tight spaces or trenchless installations, where standard butt fusion equipment may not be practical.
4. How to Choose the Right HDPE Connectors for Your Project
Selecting the appropriate HDPE connectors is essential for ensuring long-term performance and leak-free operation of your piping system. The choice depends on factors such as pipe diameter, pressure rating, installation environment, and whether the connection is permanent or detachable. Clamp-type connectors (compression fittings) are quick to install and commonly used in agricultural irrigation or low-pressure applications. Flange connections are suitable for high-pressure systems or locations requiring easy disassembly, such as pump stations. Electrofusion fittings provide a permanent, high-integrity joint ideal for gas and potable water pipelines, while quick couplers offer convenient on-site connection for temporary or mobile setups. Consider compatibility with your HDPE pipe grade (e.g., PE80, PE100), environmental exposure, and budget constraints before making a selection.
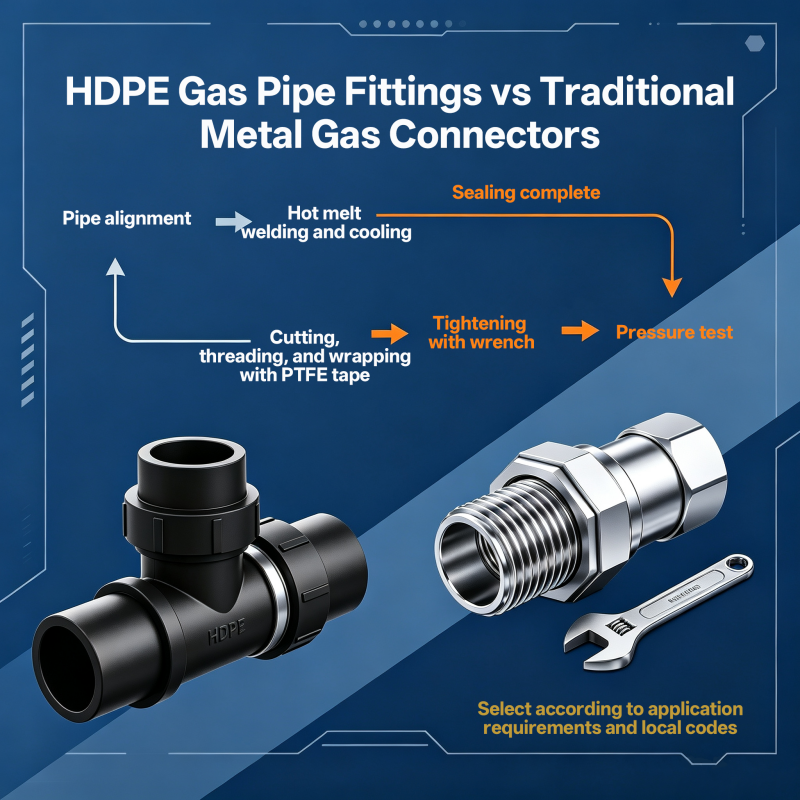
5. HDPE Pipe Connection Methods vs Traditional Piping Systems
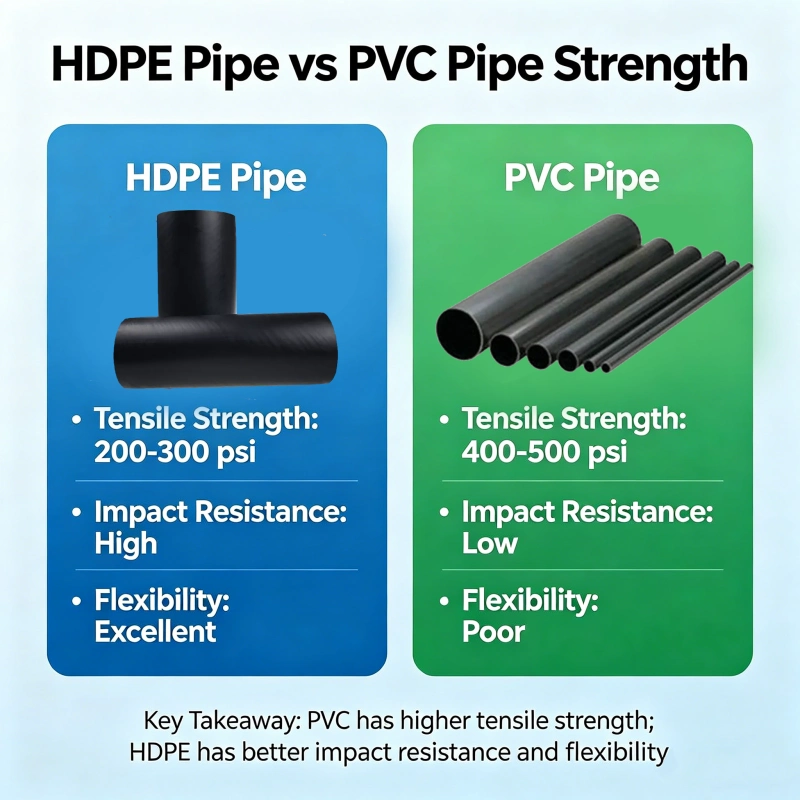
Compared to traditional piping systems such as galvanized steel or PVC, HDPE offers a more flexible and corrosion-resistant alternative for both underground and aboveground installations. Traditional metal pipes often rely on threaded or welded joints, which are time-consuming to install and prone to corrosion over time. PVC, while lightweight and chemically resistant, is more brittle and less flexible than HDPE. In contrast, HDPE pipe connections—whether through butt fusion, electrofusion, or mechanical joints—provide seamless, long-lasting joints with superior chemical resistance and hydraulic efficiency. Additionally, HDPE's ability to withstand ground movement and thermal expansion makes it ideal for trenchless and seismic-prone applications. The result is lower maintenance costs and longer service life across a wide range of industries.
6. HDPE Pipe Jointing Machine: What to Consider Before Buying or Renting One
For contractors and infrastructure installers, investing in the right HDPE pipe jointing machine can significantly improve productivity and weld quality. When choosing a machine, consider the pipe diameter range you typically work with, as different models support different sizes—from small 63mm pipes to large 1200mm pipelines. Hydraulic butt fusion machines are recommended for large-diameter and high-volume projects due to their automation and precision. Manual machines are more budget-friendly and suited to small-diameter or remote field jobs. For electrofusion, ensure the control unit supports barcode scanning, automatic voltage adjustment, and has a reliable power source. Also, consider after-sales support, training availability, and whether renting is more cost-effective for short-term or one-off projects. Proper training and regular calibration are key to achieving high-quality welds and avoiding costly rework.
7. HDPE Pipe Jointing for Municipal Water Supply Systems
In municipal water supply networks, HDPE pipe jointing is a widely adopted solution due to its leak-free performance, durability, and resistance to corrosion. Most city-scale projects use butt fusion welding to connect pipes ranging from DN110 to DN1200 in size. This method ensures strong, homogeneous joints that can withstand internal pressure and ground movement. For large-scale rollouts, contractors often deploy mobile fusion machines that allow continuous jointing directly at the site. In one typical project, over 10 km of PE100 pipes were joined using hydraulic butt fusion machines in a phased installation schedule. Strict adherence to jointing parameters—such as heating time, fusion pressure, and cooling duration—ensures compliance with ISO 21307 or ASTM F2620 standards.
8. Using HDPE Connectors in Agricultural Irrigation Networks
HDPE connectors play a critical role in agricultural irrigation systems, where fast installation, reusability, and pressure control are essential. In drip irrigation and sprinkler setups, mechanical compression fittings and quick connectors are commonly used to join HDPE pipes of 16mm to 75mm diameter. These connectors are ideal for environments requiring frequent reconfiguration, such as seasonal planting fields or greenhouses. Their tool-free or low-tool assembly reduces labor costs and makes repairs more accessible for farmers. Additionally, the UV-stabilized material used in most connectors ensures long service life even in exposed, outdoor conditions.
9. HDPE Pipe Connection Solutions for Mining and Industrial Applications
Industrial and mining operations often involve harsh environments, high fluid pressure, and chemical exposure. HDPE pipe systems are preferred in these sectors due to their high resistance to abrasion, chemicals, and impact. In such scenarios, flanged joints, electrofusion couplings, or steel-HDPE transition fittings are used to ensure secure and pressure-rated connections. In mining slurry systems, for example, HDPE pipes with internal wear-resistant coatings are joined with heavy-duty flanged connectors that allow easy disassembly for maintenance. These connections must also accommodate pipeline movement caused by pump vibration or terrain shifts, making HDPE's flexibility and weld integrity vital to system performance.
10. How to Test the Strength and Sealing Performance of HDPE Pipe Joints
Quality assurance of HDPE pipe joints involves several key tests to confirm weld strength and leak resistance. Hydrostatic pressure testing is the most common method, typically conducted at 1.5 times the design pressure for a set duration (e.g., 2 hours) to detect leaks. For fusion-welded joints, visual bead inspection and macroscopic examination of weld cross-sections help assess alignment and proper melt bonding. In high-risk installations, ultrasonic testing (UT) and pressure rebound tests are used to evaluate joint elasticity and long-term sealing behavior. Documentation of these results is critical for project certification and regulatory compliance.
11. Maintenance Tips for HDPE Pipe Connections in Long-Term Installations
HDPE pipe systems require minimal maintenance, but proactive inspections can significantly extend their service life. For buried pipelines, periodic leak detection and ground movement monitoring help identify early issues. In above-ground applications, especially in cold climates, ensure connections are protected from frost heave or thermal expansion, using expansion joints or insulation where necessary. Signs of aging in fittings—such as cracking, discoloration, or leakage—should prompt timely replacement. Use only compatible materials and certified tools during repair to avoid damaging adjacent joints. Keeping a maintenance log also supports efficient lifecycle management for large-scale installations.
Whether you are working on a municipal water supply, an agricultural irrigation system, or a high-pressure industrial pipeline, understanding the right HDPE jointing method and connector selection is critical to system performance and longevity. By following best practices in installation, testing, and maintenance, and choosing the appropriate fusion or mechanical connection methods, you can ensure that your HDPE piping system delivers maximum efficiency, reliability, and service life in even the most demanding environments.
FAQ
Q1: What are the common methods for HDPE pipe jointing?
A: The most common HDPE jointing methods are butt fusion welding, electrofusion welding, and mechanical coupling. Each method suits different applications based on pipe size, pressure requirements, and installation environment.
Q2: What is the difference between butt fusion and electrofusion?
A: Butt fusion joins pipe ends directly using heat and pressure, typically used for larger pipes. Electrofusion uses special fittings with embedded coils to melt and bond the pipe surfaces, ideal for smaller diameters or confined spaces.
Q3: Are HDPE connectors reusable?
A: Mechanical connectors (e.g., compression fittings, quick couplers) are usually reusable, making them suitable for irrigation or temporary installations. Fusion-type connectors (butt or electrofusion) are permanent and not reusable.
Q4: How do I test the quality of an HDPE pipe joint?
A: Quality can be tested via hydrostatic pressure testing, visual inspection of weld beads, and in some cases ultrasonic testing for critical infrastructure. Proper fusion parameters must also be recorded.
Q5: Can HDPE pipe connections be used for high-pressure applications?
A: Yes, especially when using butt fusion or electrofusion with PE100-grade HDPE pipes, HDPE systems can handle pressures up to 16 bar (232 psi) or more, depending on design and standards.
Q6: What tools are required for HDPE pipe connection?
A: Depending on the method:
Butt fusion: fusion machine, trimmer, heating plate
Electrofusion: electrofusion control box, scrapers, clamps
Mechanical: spanners, pipe cutters, torque tools
Q7: Are HDPE connectors compatible with other pipe materials?
A: Some connectors allow transitions between HDPE and other materials (e.g., PVC, steel, copper) using flanged joints or transition fittings, but compatibility must be confirmed based on pressure and chemical requirements.
Q8: How long do HDPE pipe joints last?
A: When properly installed and maintained, HDPE pipe joints can last over 50 years, depending on environmental factors, operating pressure, and UV exposure.

916.webp)
204.webp)
659.webp)
185.webp)
312.webp)
849.webp)
587.webp)
767.webp)