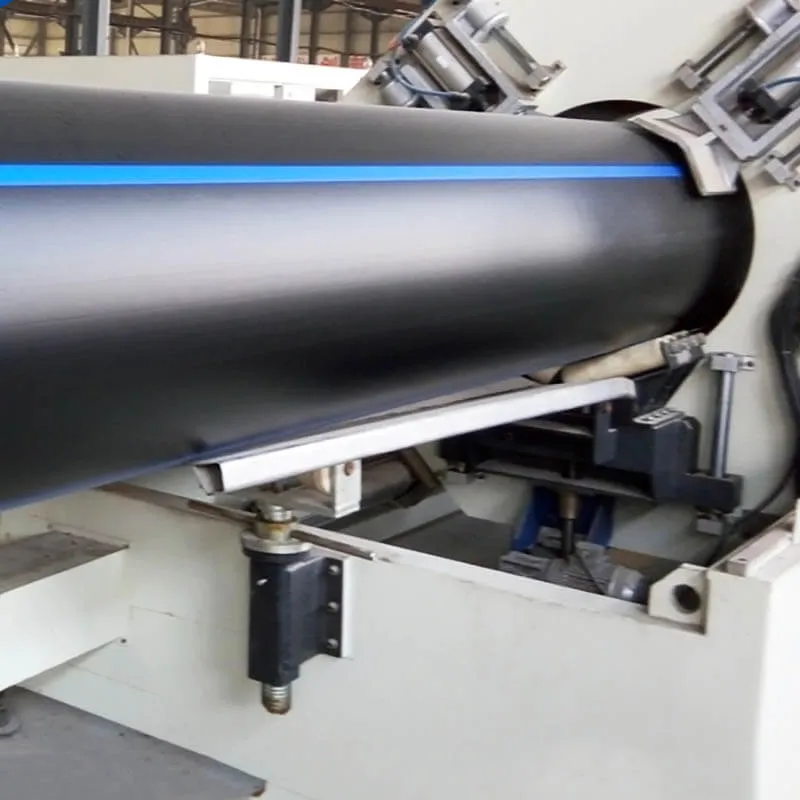
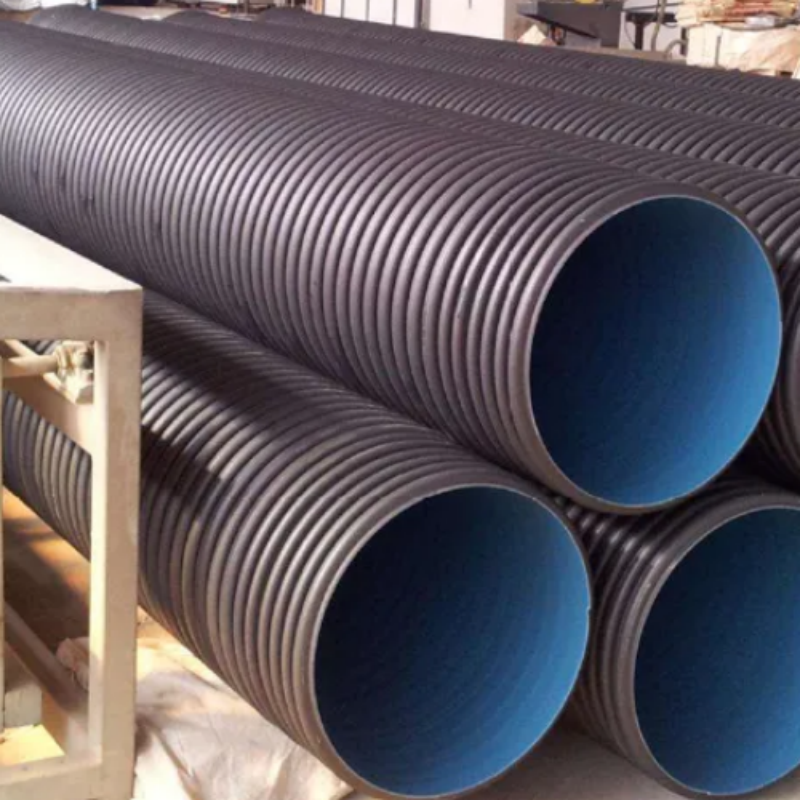
PE (polyethylene) pipes are widely used in agricultural irrigation, municipal water supply and drainage and other fields due to their corrosion resistance, good flexibility and convenient construction. The following are the detailed steps, technical points and precautions for PE pipe construction, covering key links such as excavation, hot melt connection and laying.
Construction preparation and excavation
1. Site survey and route planning
• Pipeline detection: When constructing in urban areas, use pipeline detectors (such as GPR geological radar) to locate existing underground pipelines (cables, gas pipes, drainage pipes, etc.) to avoid damage during construction.
• Geological analysis: Adjust the excavation method according to soil type (such as sand, clay, rock). Rock layers require crushers or directional drills, and soft soils require slope reinforcement.
• Burial depth design:
• Agricultural irrigation: Generally, the burial depth is 0.6-1.2 meters (≥1.5 meters for antifreeze in cold northern regions).
• Municipal engineering: Determine the burial depth according to the road grade (≥0.9 meters under the carriageway and ≥0.6 meters under the sidewalk).
2. Trench excavation and treatment
• Dimension requirements: The trench width should be the outer diameter of the pipe + 0.3-0.5 meters (such as the trench width of Φ110mm pipe ≥160mm), and the depth error should be ≤±5cm.
• Bottom treatment: Lay a 10-15cm thick fine sand or gravel cushion to ensure the flatness of the pipeline foundation; if a rock layer is encountered, a soft soil layer needs to be added for buffering.
• Environmental protection: Excavated earthwork is classified and stacked, and the topsoil is separated from impurities. When backfilling, the topsoil should be restored first.
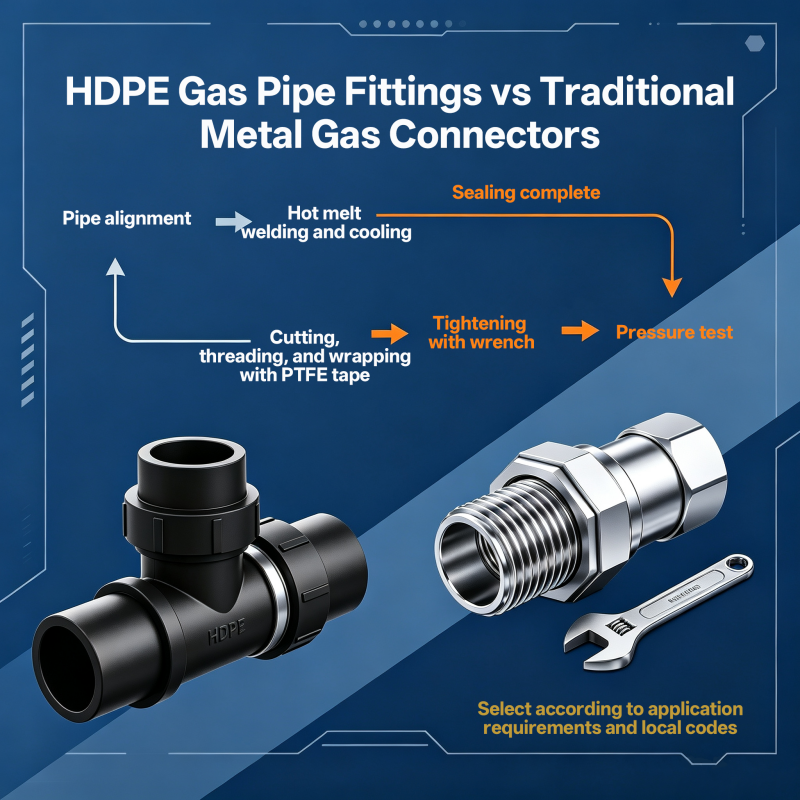
PE pipe hot melt connection technology
PE pipe hot melt connection is divided into hot melt butt welding and hot melt socket welding, which are suitable for different pipe diameters and scenarios. The following is the detailed operation process of hot melt butt welding:
1. Hot melt butt welding steps
1. Material and tool preparation
• Hot melt machine: Select a hot melt machine that matches the pipe diameter (such as a 110mm hot melt machine for a Φ110mm pipe), and check whether the temperature of the heating plate is stable at 210±10℃.
• Auxiliary tools: pipe cutter, scraper, cleaning cloth, straightening fixture, etc.
2. Pipe cutting and end surface treatment
• Cutting: Use a rotary pipe cutter or electric cutter to cut the pipe vertically to ensure that the end surface is flat (error ≤ 0.5mm) and free of burrs and cracks.
• Cleaning: Wipe the end surface with alcohol or acetone to remove oil and dust.
• Straightening: Align the two sections of the pipe and use a straightening fixture to eliminate the gap (gap ≤ 0.3mm).
3. Hot-melt butt operation
• Heating: Insert the heating plate into the end face of the pipe, and the heating time is calculated according to the formula:
T=10+0.035×D (D mm)
(For example, the heating time of a Φ110mm pipe is ≈13.85 seconds).
• Melting: After heating, quickly withdraw the heating plate, fit the end faces of the pipe together, and maintain the axial pressure in the molten state (0.15-0.2MPa).
• Cooling: Cool to ambient temperature (usually 10-15 minutes). It is strictly forbidden to move the pipe during cooling.
4. Quality inspection
• Appearance inspection: The weld should be uniform and full, without bubbles or cracks, and the misalignment should be ≤10% of the pipe wall thickness.
• Tensile test (optional): Perform destructive tests on key parts to ensure that the welding strength is ≥90% of the parent material.
2. Hot melt socket welding steps
Applicable to small pipe diameter (≤Φ63mm) connection, easier operation:
1. Preparation: Heat the socket end to 220±10℃, and apply special lubricant to the spigot end to reduce friction.
2. Insertion: After heating, quickly insert the spigot into the socket to the marked line, keep it for 5-10 seconds, and then cool it to shape.
Pipeline laying and fixing
1. Pipeline laying
• Laying in sections: Put the hot melt connected pipe sections into the groove one by one to avoid scratches caused by dragging.
• Flexible laying: Utilize the flexibility of PE pipes to bend naturally around obstacles (bending radius ≥ 5 times the pipe diameter).
• Support measures: Set concrete piers or U-shaped clips at stress concentration points such as elbows and tees.
2. Backfill and compaction
• Layered backfill: First backfill to 30cm from the top of the pipe with fine sand or graded gravel, and then compact in layers (one layer every 30cm) to avoid direct trampling.
• Warning signs: Bury warning tape or electronic marking tape above the pipe to mark the location and purpose of the pipe.
Construction precautions
1. Environmental adaptability
• Temperature limit: The ambient temperature for hot melt construction should be between -5℃ and 40℃. If it is lower than -5℃, the pipe needs to be preheated.
• UV protection: PE pipes stored in the open air need to be covered with sunshade nets to prevent long-term exposure and aging.
2. Safe operation
• Personal protection: Operators need to wear heat-insulating gloves and goggles to avoid contact with high-temperature heating plates.
• Emergency measures: When the hot melt machine fails, power off immediately. It is strictly forbidden to force separation before the molten end face cools down.
3. Quality control
• Pressure test: After the system is installed, perform a water pressure test (pressure = 1.5 × working pressure, maintain pressure for 30 minutes) to observe whether the pressure drop is greater than 0.03MPa.
• Regular inspection: Check the sealing of the interface once a week during the initial operation, and repair any leakage in time.
Common Problems and Solutions
Problem
Cracks at hot-melt joints
Reason
Insufficient heating time or uneven pressure
Solution
Recalculate heating time, calibrate hot-melt machine temperature, and increase axial pressure
Problem
Collapse at pipe bends
Reason
Insufficient compaction of backfill soil
Solution
Backfill in layers and compact with vibrating plate
Problem
Deformation of pipes in hot seasons
Reason
Local softening due to direct sunlight
Solution
Backfill as soon as possible after laying, or cover with geotextile for sun protection
Problem
Frozen cracks in pipes (cold areas)
Reason
Insufficient burial depth or insulation failure
Solution
Deepen burial below the frozen soil layer, or install electric heating tape
Case reference
1. Large farm irrigation project
• Construction difficulties: large terrain undulations and deep rock layers in some areas.
• Solution: Use directional drilling rigs to cross the rock layer, bury the pipe at a depth of 1.2 meters, monitor the temperature throughout the hot-melt butt welding process, and backfill after passing the pressure test.
• Results: Irrigation efficiency increased by 40%, and the system has been running for 5 years without leakage.
2. Urban greening water supply network
• Special requirements: Crossing the main road, the road surface needs to be protected.
• Construction measures: Use PE pipe non-excavation pipe drawing technology (HDPE pipe Φ160mm), hot melt socket welding for quick connection, and no road surface settlement after backfilling.

916.webp)
204.webp)
659.webp)
185.webp)
312.webp)
849.webp)
587.webp)
767.webp)