940.webp)
Here is a systematic description of the connection precautions and operation methods for PE pipe installation, which is organized according to the irrigation industry standards and technical specifications, and with reference to other industry standards, covering the key control points of the entire construction process:
I. Pre-construction preparation precautions
1. Material inspection and acceptance
• Before construction, 100% appearance inspection of pipes and PE fittings must be carried out to ensure that there are no defects such as scratches, dents, bubbles, etc., and the depth of surface damage must not exceed 10% of the wall thickness
• Check the material consistency of pipes and PE fittings (same brand, same pressure level). If mixed, compatibility must be verified in advance
2. Environmental adaptability measures
• Temperature control: The ambient temperature must be within the range of -5℃~45℃. Insulation measures are required when the temperature is below -5℃, and shading is required when the temperature is above 45℃; wind protection is required when the wind force is greater than level 5
• Temperature balance of pipes: pipes need to be placed at the construction site for ≥2 hours to eliminate temperature differences and avoid thermal deformation
3. Trench and foundation treatment
• The bottom of the trench needs to be flat and compacted to prevent stones and hard objects from damaging the pipe wall; the bending radius must be ≥25 times the pipe diameter (≥125 times when with a socket)
• When crossing railways/highways, a sleeve must be installed, and the sleeve diameter must be ≥ the outer diameter of the PE pipe
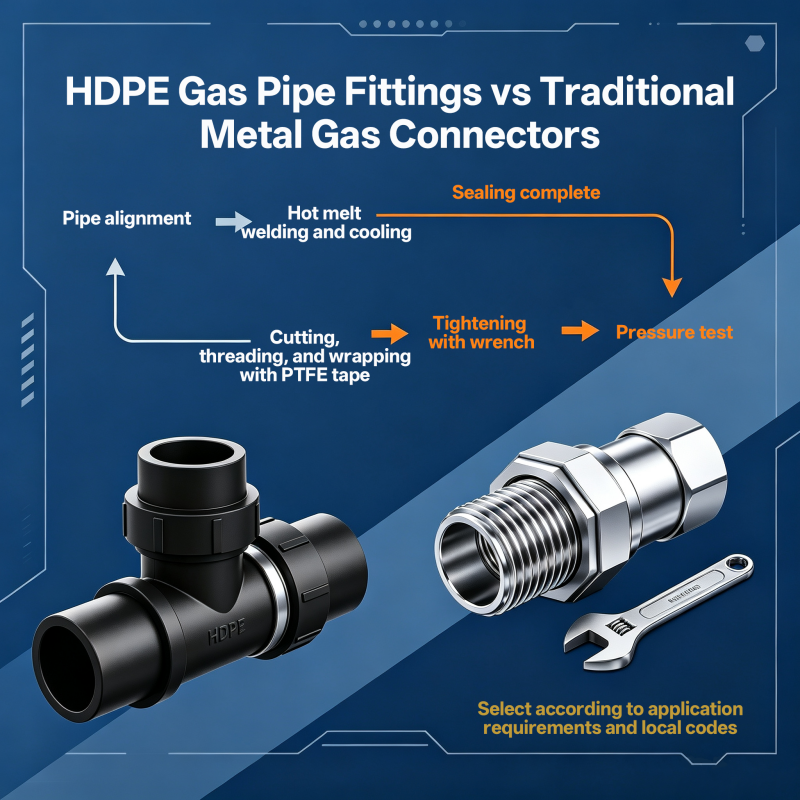
II. Connection operation method (classified by connection method)
(1) Hot melt connection (applicable to PE pipes above DN63mm)
Operation steps
1. Surface treatment: Clean the PE pipe end with emery cloth/special scraper to remove the oxide layer and oil stains, and ensure dryness and dust-free
2. Equipment calibration: Heat the heating plate to 210℃~235℃ (HDPE material), with a temperature error of ±5℃
3. Heating and pressurizing:
Apply 0.15~0.3MPa pressure to the PE pipe end to contact the heating plate;
• Heating time is calculated according to the wall thickness (e.g.: 45 seconds for a wall thickness of 4.5mm)
4. Quick docking: Complete docking within 10 seconds after removing the heating plate, and apply balanced pressure to form a uniform flange (height ≈ 1.5 times the wall thickness of the pipe)
5. Cooling and shaping: Natural cooling ≥ 30 minutes, during which time it is strictly forbidden to move the pipe
Key control points
• The flange must be symmetrical and smooth, and the misalignment amount ≤ 10% of the wall thickness
• Twist angle adjustment ≤ 5°
(2) Electric fusion connection (applicable to small diameters or complex locations)
Operation steps:
1. Pipe end treatment: Scrape the PE pipe end 0.1~0.2mm deep to expose the fresh material layer
2. Precise centering: Insert the electric fusion pipe fitting and fix it to avoid eccentricity.
3. Parameter setting: Enter voltage/time according to the pipe fitting mark (e.g.: DN110 pipe PE fittings take about 400 seconds).
4. Welding monitoring: observe the ejection of the observation hole and confirm the melting state.
Advantages and limitations
• Advantages: strong anti-interference, suitable for narrow spaces;
• Disadvantages: cost is 5~20 times that of ordinary pipe fittings
(3) Flange and steel-plastic transition connection
• Flange installation:
• Add EPDM gasket between metal flange and PE flange, and tighten the bolts diagonally to avoid bias pressure
• DN≥100mm valves need to be equipped with concrete piers to resist external stress
• Steel-plastic transition: use cold-pressed prefabricated locking ring joints, and it is forbidden to forcibly stretch the pipeline
III. Quality inspection and acceptance standards
1. Appearance inspection:
• Hot-melt flanges need to be 100% checked for symmetry, and the lowest point of the flange ≥ the pipe surface
• Misalignment ≤ wall thickness 10%
2. Destructive sampling:
• Excavation laying joints**≥15% flange removal inspection** (non-excavation section 100%)
3. Pressure test:
• Strength test: 1.5 times the design pressure for ≥4 hours;
• Tightness test: Medium pressure B level pressure stabilization ≥ 24h, medium pressure A level ≥ 48h
IV. Handling of special working conditions
• Interruption of construction: Temporary plugging of PE pipe openings with wooden plugs or special pipe caps to prevent foreign objects from entering
• Safety warning:
• Lay warning tape 300mm above the pipeline and set positioning marks on the ground;
• Warning signs must be hung on pipe sections ≥ 0.02MPa during pressure testing.
V. Common failure prevention measures
| Risk type | Prevention plan |
| false solder joints/fake solder joints | Strictly control the temperature ±5℃ and balance the pressure |
| cold shrinkage cracking | Use electric fusion connection + insulation cotton wrapping in cold environment |
| mechanical damage | Pave sand layer at the bottom of the trench and use non-metallic slings for lifting |
| third-party damage | Precisely lay warning tape + information tracing system |
FAQ
1. What is the recommended temperature range for installing PE pipes?
The optimal ambient temperature for PE pipe installation is between -5℃ and 45℃. Below -5℃, insulation measures are required; above 45℃, sun protection and cooling are necessary. Avoid working in high winds above level 5 without protection.
2. Can PE pipes be installed during cold weather?
Yes, but special care must be taken. Pipes should be pre-conditioned at the site for at least 2 hours to balance temperature and prevent deformation. Use insulation blankets or heating tents in extreme cold.
3. What is the correct hot melt welding temperature for HDPE pipes?
The heating plate temperature should be maintained between 210℃ and 235℃, with a tolerance of ±5℃. Inconsistent temperature can cause poor welds or leaks.
4. How long should the hot melt joint be cooled before moving the pipe?
At least 30 minutes of natural cooling is required. During this time, the pipe must remain undisturbed to ensure joint integrity.
5. What is the minimum bending radius for PE pipe installation?
The minimum bending radius is 25 times the pipe’s outer diameter (OD), or 125 times the OD when sockets are used, to avoid stress or cracking.
6. Can different brands of PE pipes and fittings be mixed?
Only if they share the same material grade, pressure rating, and are tested for compatibility. It is recommended to use matching products from the same supplier to avoid joint failure.
7. What precautions should be taken when connecting PE pipes with steel pipes?
Use steel-plastic transition joints (cold-pressed locking rings), and never forcibly stretch or align pipes. Add EPDM gaskets and use concrete piers to support valves DN≥100mm.
8. How is a pressure test performed after installation?
Strength test: Apply 1.5× design pressure for ≥4 hours.
Tightness test: Stabilize pressure for ≥24h (B class) or ≥48h (A class), depending on the system.
9. What should be done if the installation is interrupted?
Temporarily plug open pipe ends with wooden stoppers or pipe caps to prevent contamination. Do not leave pipes exposed without protection.
10. How can we prevent common PE pipe connection failures?
Perform strict surface cleaning before welding
Follow correct heating and cooling times
Ensure joint alignment is precise
Conduct regular destructive sampling and inspection

916.webp)
204.webp)
659.webp)
185.webp)
312.webp)
849.webp)
587.webp)
767.webp)