727.webp)
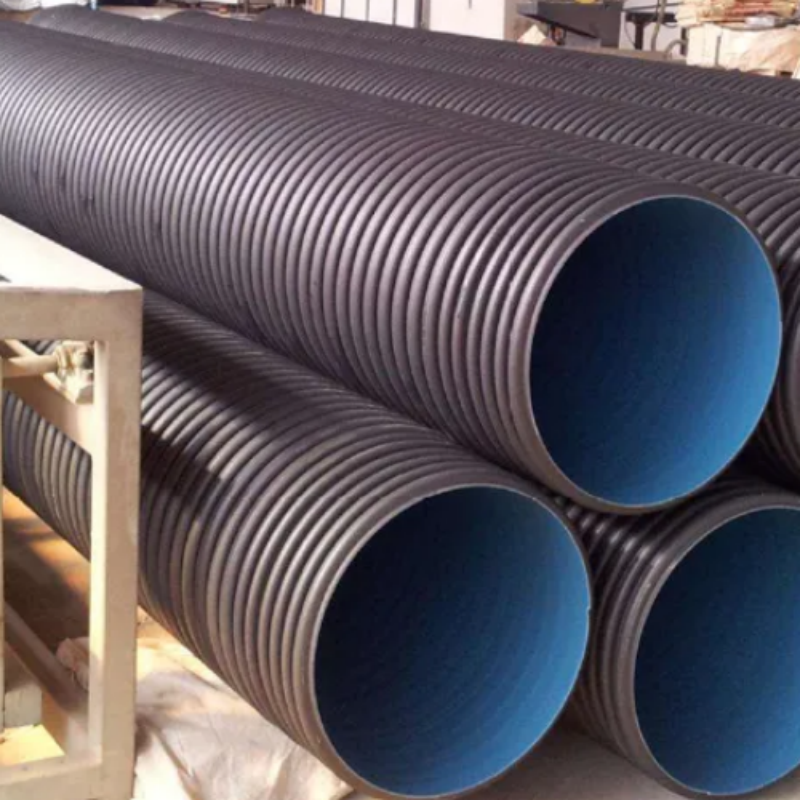
As cities expand and people demand higher standards for clean water, municipal water supply systems must rely on safe, durable, and cost-effective piping solutions. Among all available materials, PE (polyethylene) pipes—especially black water pipe and black poly pipe—have become the top choice for engineers and contractors in water infrastructure projects. In this article, we explore six major reasons why PE pipes stand out in municipal applications.
1. Safe for Drinking Water
PE pipes are made from food-grade raw materials and are chemically inert, meaning they won’t contaminate the water or react with any elements inside it. This makes them ideal for transporting drinking water without affecting its taste, odor, or quality. Many black poly pipe products meet strict international certifications such as NSF 61 and WRAS, ensuring compliance with global water safety standards.
2. Excellent Corrosion Resistance
Unlike traditional materials like ductile iron or galvanized steel, HAILI Pipeline PE pipes are highly resistant to corrosion and scaling. Whether installed underground or exposed to aggressive soil and chemical environments, black water pipes maintain structural integrity for decades. Their long service life—up to 50 years or more—makes them a smart long-term investment for municipal networks.
3. Flexible and Easy to Install
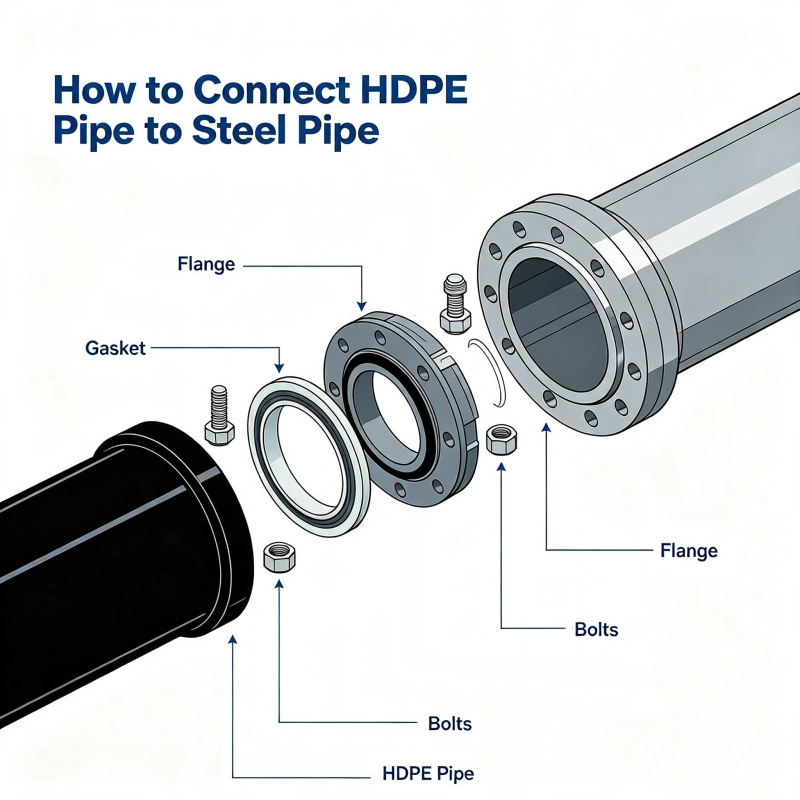
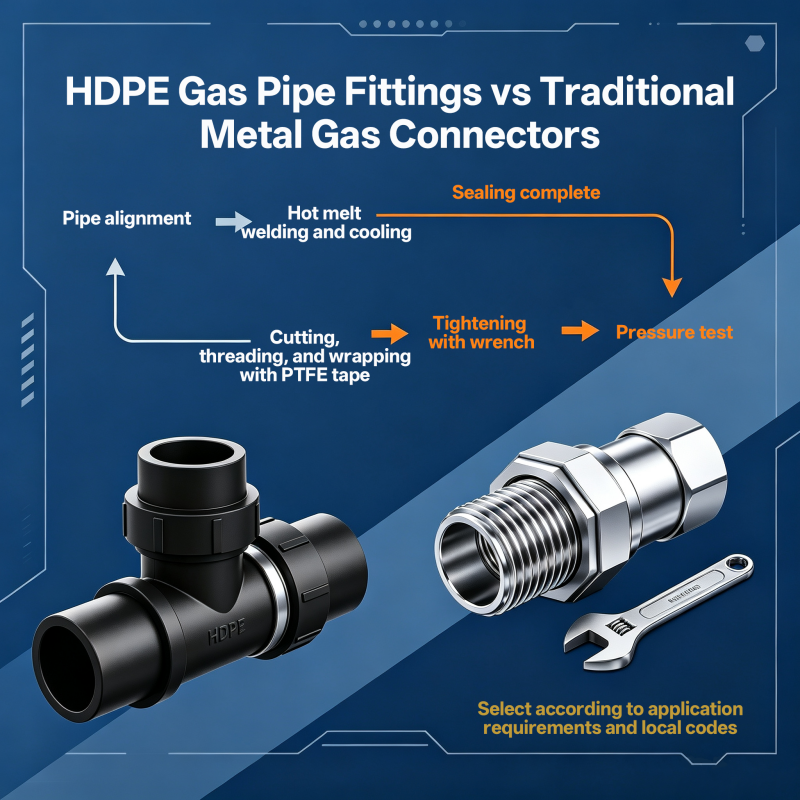
One of the most notable advantages of HAILI Pipeline PE piping is its high flexibility. Black poly pipe can bend around obstacles or uneven terrain without breaking, reducing the need for additional fittings or joints. Additionally, PE pipes can be connected using butt fusion or electrofusion methods, creating leak-free, monolithic systems that are ideal for large-scale water distribution.
4. Lower Total Project Cost
While the initial cost of PE materials may be slightly higher, overall installation costs are significantly lower due to their lightweight design, easy handling, and faster installation time. No need for corrosion protection or frequent maintenance means reduced operational costs over the pipe's lifetime. For municipalities concerned with budgeting, PE piping delivers high value over the long run.
5. Eco-Friendly and Sustainable
PE pipes are 100% recyclable and have a lower environmental footprint during production and installation compared to metal alternatives. Their smooth inner walls also reduce energy consumption during water transport by minimizing friction. Choosing black poly pipe aligns with sustainable construction practices and supports modern green infrastructure goals.
6. Mature Technology and Global Standards
The production, testing, and installation of HAILI Pipeline PE pipes are highly standardized, with global certifications and technical references readily available. In many countries, PE piping has become the standard in water supply infrastructure due to its proven track record. From engineering design to on-site construction, PE systems are supported by experienced professionals and mature technologies.
Whether you are upgrading an aging water network or designing a new urban supply system, HAILI Pipeline PE pipes, especially HAILI Pipeline black water pipe and black poly pipe, offer unbeatable advantages in safety, durability, efficiency, and sustainability. With their outstanding performance and economic benefits, PE pipes have rightly earned their place as the preferred solution for modern municipal water supply projects.
FAQ: PE Pipes for Municipal Water Projects
Q1: What is a black poly pipe used for?
A1: Black poly pipe is commonly used for municipal water supply, irrigation systems, and underground services due to its flexibility, strength, and resistance to UV and chemicals.
Q2: How long does a black water pipe last in city water systems?
A2: PE black water pipes can last over 50 years under normal operating conditions, offering long-term reliability with minimal maintenance.
Q3: Are black PE pipes safe for drinking water?
A3: Yes, PE pipes made from certified food-grade materials are safe for potable water. They don’t leach harmful substances and are widely approved by international health and water safety standards.
Q4: Why is black color used for PE water pipes?
A4: The black color helps block UV rays, which enhances the pipe's durability and resistance to aging when exposed to sunlight—especially useful for above-ground or partially exposed installations.
Q5: Can black poly pipe be connected easily on-site?
A5: Yes. Black poly pipes are usually connected using fusion welding (butt or electrofusion), which ensures strong, leak-proof joints that are ideal for municipal systems.

916.webp)
204.webp)
659.webp)
185.webp)
312.webp)
849.webp)
587.webp)
767.webp)