439.webp)
On December 19, Zhang Hanhui, Chinese Ambassador to Russia, said in an interview with reporters that the "Power of Siberia 2" natural gas pipeline is crucial to deepening energy cooperation between China and Russia, and the two sides are currently negotiating on the project.
Design work on the "Power of Siberia 2" gas pipeline project was launched as early as 2020. The branch of the natural gas pipeline named "Eastern Alliance" should pass through Mongolia. The total length of the pipeline is approximately 6,700 kilometers, of which 2,700 kilometers pass through Russia. The pipeline's transportation capacity can reach 50 billion cubic meters per year.
The role of gas pipelines cannot be underestimated. The following is an introduction to the relevant knowledge about PE gas pipes.
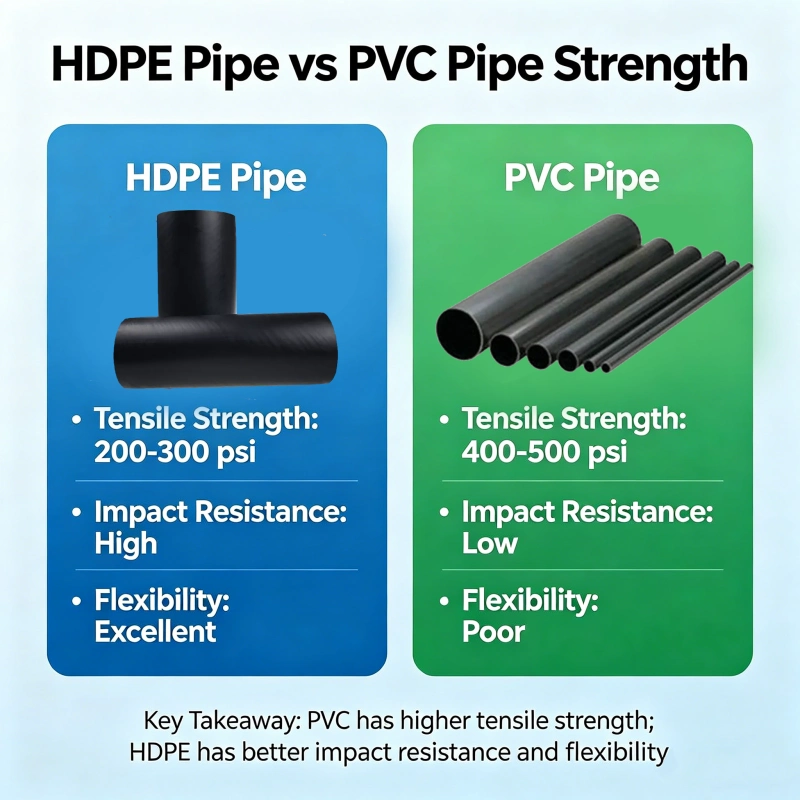
PE pipes for gas are replacement products of traditional steel pipes and polyvinyl chloride gas pipes.
Gas pipes must withstand a certain amount of pressure, and PE resin with large molecular weight and good mechanical properties, such as HDPE resin, is usually used. HDPE resin has low tensile strength, poor pressure resistance, poor rigidity, poor dimensional stability during molding and processing, and is difficult to connect, making it unsuitable as a material for water supply pressure pipes. However, due to its high hygienic indicators, LDPE, especially LLDPE resin, has become a commonly used material for gas pipes. LDPE and LLDPE resins have small melt viscosity, good fluidity and easy processing, so the selection range of their melt index is also wide, usually MI is between 0.3-3g/10min.
| dn(mm) | PE80 | PE100 | ||
| SDR17.6 | SDR11 | SDR17.6 | SDR11 | |
| en(mm) | ||||
| 20 | 2.3 | 3 | 2.3 | 3 |
| 25 | 2.3 | 3 | 2.3 | 3 |
| 32 | 2.3 | 3 | 2.3 | 3 |
| 40 | 2.3 | 3.7 | 2.3 | 3.7 |
| 50 | 2.9 | 4.6 | 2.9 | 4.6 |
| 63 | 3.6 | 5.8 | 3.6 | 5.8 |
| 75 | 4.3 | 6.8 | 4.3 | 6.8 |
| 90 | 5.2 | 8.2 | 5.2 | 8.2 |
| 110 | 6.3 | 10 | 6.3 | 10 |
| 160 | 9.1 | 14.6 | 9.1 | 14.6 |
| 200 | 11.4 | 18.2 | 11.4 | 18.2 |
| 250 | 14.2 | 22.7 | 14.2 | 22.7 |
| 280 | 15.9 | 25.4 | 15.9 | 25.4 |
| 315 | 17.9 | 28.6 | 17.9 | 28.6 |
| 355 | 20.2 | 32.3 | 20.2 | 32.3 |
| 400 | 22.8 | 36.4 | 22.8 | 36.4 |
| 450 | 25.6 | 40.9 | 25.6 | 40.9 |
| 500 | 28.4 | 45.5 | 28.4 | 45.5 |
| 560 | 31.9 | 50.9 | 31.9 | 50.9 |
| 630 | 35.8 | 57.3 | 35.8 | 57.3 |
315363.webp "pe-gas-pipe (2)315363.webp")
Performance characteristics
A good pipeline should not only have good economy, but also have a series of advantages such as stable and reliable interfaces, material impact resistance, crack resistance, aging resistance, corrosion resistance, etc. Compared with traditional pipes, HDPE pipeline systems have the following advantages: Series advantages:
⑴Reliable connection: Polyethylene pipe systems are connected by electric heat fusion, and the strength of the joints is higher than the strength of the pipe itself.
⑵Good low-temperature impact resistance: Polyethylene has an extremely low low-temperature embrittlement temperature and can be used safely in the temperature range of -60-60°C. During winter construction, pipe brittleness will not occur due to the good impact resistance of the material.
⑶Good resistance to stress cracking: HDPE has low notch sensitivity, high shear strength and excellent scratch resistance, and its environmental stress cracking resistance is also very outstanding.
⑷Good chemical corrosion resistance: HDPE pipes can withstand corrosion from a variety of chemical media, and chemical substances present in the soil will not cause any degradation to the pipes. Polyethylene is an electrical insulator, so it will not rot, rust or electrochemically corrode; it also does not promote the growth of algae, bacteria or fungi.
⑸Aging resistance and long service life: Polyethylene pipes containing 2-2.5% evenly distributed carbon black can be stored or used outdoors for 50 years without being damaged by ultraviolet radiation.
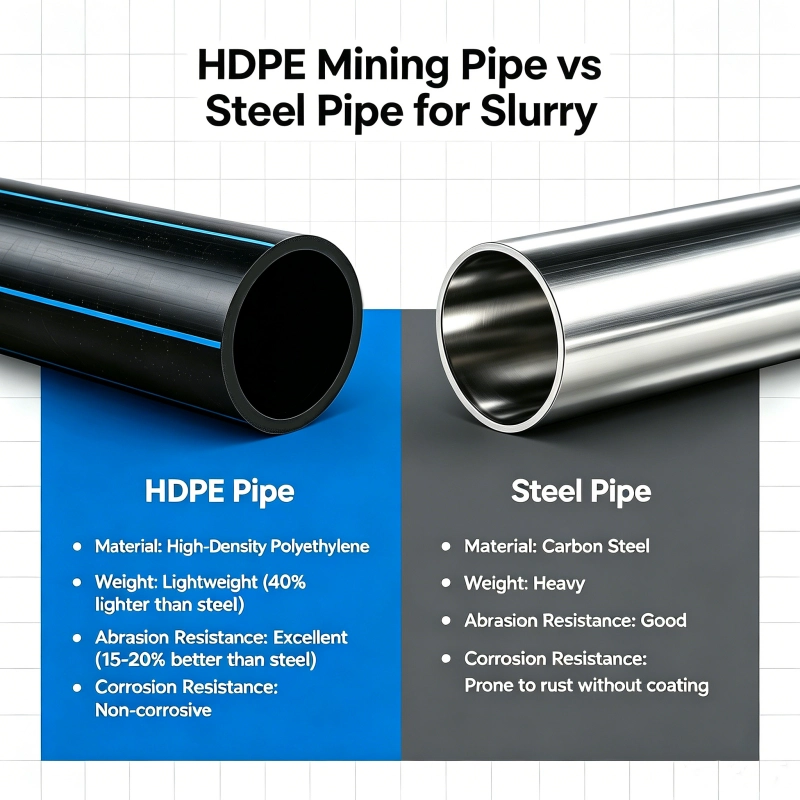
⑹Good wear resistance: Comparative wear resistance tests between HDPE pipes and steel pipes show that the wear resistance of HDPE pipes is 4 times that of steel pipes. In the field of slurry transportation, HDPE pipes have better wear resistance than steel pipes, which means HDPE pipes have longer service life and better economy.
⑺ Good flexibility: The flexibility of HDPE pipes makes it easy to bend. In engineering, obstacles can be bypassed by changing the direction of the pipes. In many cases, the flexibility of pipes can reduce the amount of pipe fittings and installation costs.
⑻ Small water flow resistance: HDPE pipe has a smooth inner surface and its Manning coefficient is 0.009. The smooth performance and non-adhesive characteristics ensure that HDPE pipes have higher transportation capacity than traditional pipes, while also reducing the pressure loss and water transportation energy consumption of the pipeline.
⑼Easy to carry: HDPE pipes are lighter than concrete pipes, galvanized pipes and steel pipes. They are easy to carry and install. Lower manpower and equipment requirements mean that the installation cost of the project is greatly reduced.
⑽A variety of new construction methods: HDPE pipelines have a variety of construction technologies. In addition to traditional excavation methods, a variety of new non-excavation technologies can also be used, such as pipe jacking, directional drilling, lining, etc. Construction methods such as cracked pipes are a better choice for some places where excavation is not allowed, so HDPE pipes are more widely used.
Features
Good hygienic performance: No heavy metal salt stabilizer is added during the processing of PE gas pipes. The material is non-toxic, has no scaling layer, and does not breed bacteria. It can well solve the secondary pollution of urban drinking water.
Good corrosion resistance: except for a few strong oxidants, it can withstand the erosion of a variety of chemical media; no electrochemical corrosion.
Long service life: Under rated temperature and pressure conditions, PE gas pipelines can be used safely for more than 50 years.
Good impact resistance: PE gas pipes have good toughness and high impact resistance. Heavy objects can directly press through the pipes without causing pipe rupture.
Reliable connection performance: The strength of the PE gas pipe hot melt or electrofusion joint is higher than the pipe body, and the joint will not be disconnected due to soil movement or live load.
Good construction performance: the pipeline is light in weight, the welding process is simple, the construction is convenient, and the overall project cost is low.
Pipe connections:
Electric heat weldability: Use a special electric heat welding machine to connect straight pipes to straight pipes, and straight pipes to pipe fittings. Generally used for pipes below 160mm.
Hot melt butt connection: A special butt welding machine is used to connect the pipes, which is generally used for pipes above 160mm.
Steel-plastic connection: flanges, threaded threads, etc. can be used for connection.
In order to facilitate construction and ensure construction quality, corresponding tools should also be prepared.
Such as: rotary cutter - cutting pipes; rotary scraper - scraping off the oxide scale on the surface of the pipe; wall-climbing scraper - scraping off the oxide scale on the surface of large diameter pipes; gas shut-off tool - realizing on-site gas shut-off operation.
Application areas
Urban water pipe network system.
Urban and rural drinking water pipelines.
Material and liquid transportation pipelines in chemical industry, chemical fiber, food, forestry, printing and dyeing, pharmaceutical, light industry, papermaking, metallurgy and other industries.
Agricultural irrigation pipes.
Protective casing for postal and telecommunications lines and power wires.
Mine mortar conveying pipeline.
Extension and expansion of PE gas pipe
Because the demand for large-diameter pipes has greatly increased, pure PE pipes have to increase the wall thickness to ensure the pressure level of SDR11. As oil prices rise, the price of polyethylene raw materials continues to rise. Therefore, in order to reduce the cost of paper pipes, the same pressure must be achieved Grade pipes, now pure PE gas pipes have gradually moved towards the development of steel-plastic composite polyethylene pipes, such as: steel mesh reinforced polyethylene composite pipes, hole mesh steel strip reinforced polyethylene composite pipes.
Welding steps
1. Fix the pipes and pipe fittings to be welded on the docking machine, use a clamp according to the pipe size, and plan the end face with a milling knife to make the butt end face smooth, clean, and vertical.
2. Adjust the height of the pipes and fittings so that the end faces of the pipes and fittings to be welded completely match, and connect the heating plate.
3. After the heating plate automatically heats up to the rated temperature, merge the pipes and pipe fittings that need to be welded to heat the end faces. After the heating time is reached, separate the pipes and pipe fittings from the heating plate, and then merge and butt the two heated end faces to form a joint. Even flange and leave to cool.
Connection steps
Material preparation→clamping→cutting→centering→heating→switching→melt docking→cooling
→Docking completed
Material preparation
1. Connect the power to each component of the welding machine. 220V, 50Hz alternating current must be used, the voltage change is within ±10%, and the power supply should have a ground wire; at the same time, ensure that the surface of the heating plate is clean and free of scratches.
2. Connect the pump station and the frame with hydraulic wires. Dirt at the joints should be checked and cleaned before connection to prevent dirt from entering the hydraulic system and thereby damaging the hydraulic components; after the hydraulic wires are connected, the joint part should be locked to prevent the risk of the joint being opened during high-pressure operation. Enter the welding data according to the selected working mode: diameter; wall thickness or SDR value; temperature setting of the heating plate; welder code.
Tighten the pipeline
Place the PE gas pipe or pipe fitting in a flat position and place it on the docking machine, leaving a sufficient cutting allowance of 10 to 20 mm; select the appropriate slip clamp according to the pipe and pipe fitting to be welded, clamp the pipe, and prepare for cutting .
Cutting
Cut the impurities and oxide layers on the end faces of the welded pipe sections and pipe fittings to ensure that the two butt end faces are flat, smooth and free of impurities.
1. Open the frame, put in the milling cutter, rotate the locking knob, and fix the milling cutter on the frame. When starting the pump station, it should be done when the direction control handle is in the neutral position. It is strictly prohibited to start under high pressure.
2. Start the milling cutter, close the clamp, and cut the end face of the pipe and fittings.
3. When continuous cutting is formed, reduce the pressure, open the fixture, and close the milling cutter. This process must be carried out in the order of first reducing the pressure, then opening the fixture, and finally closing the milling cutter.
4. Remove the milling cutter, close the clamp, and check the gap at both ends of the pipe (the gap should not be greater than 0.3mm). When removing the milling cutter from the frame, avoid collision between the milling cutter and the end face. If it occurs, it needs to be milled again. Do not touch the milled end face with your hands or be contaminated by oil, etc.
Centering
Check the coaxiality of the pipe (the maximum misalignment is 10% of the pipe wall thickness). When the gap and misalignment of the two end faces cannot meet the requirements, the workpiece to be welded should be re-clamped and milled. The next step can only be carried out after it is qualified.
Heating
1. Check whether the temperature of the heating plate is suitable for 210℃~230℃, and the melting length of both ends is 1~2mm.
2. The red indicator light of the heating plate should be bright or flashing. After the red indicator light on the heating plate lights up for the first time, wait 10 minutes before use to make the temperature of the entire heating plate uniform.
3. Test the drag pressure P0 of the system and record it. The drag pressure of each welding joint needs to be measured; when the drag pressure is too high, methods such as padding short pipes can be used to solve the problem.
4. Place the heating plate with appropriate temperature on the rack, close the clamp, and set the system pressure P1.
P1=P0+joint pressure
5. When the bulges between the pipes (pipe fittings) are uniform and the height reaches the required level, reduce the pressure to approximately the drag pressure, and at the same time press the endothermic timing button to start recording the endothermic time.
P2=P0+endothermic pressure (endothermic pressure is almost zero)
Switch
1. Remove the heating plate, quickly stick the two hot-melt end faces together and pressurize them. In order to ensure the quality of melting and docking, the shorter the switching period, the better.
2. After the heat absorption time is reached, quickly open the machine and remove the heating plate. When removing the heating plate, avoid collision with the molten end face; if this occurs, the entire welding process should be restarted after the melted end face has cooled completely.
Fusion docking
1. The key to welding is that the docking process should always be carried out under melting pressure, and the crimping width should be 1 to 2mm.
Cool down
Keep the docking pressure unchanged and allow the interface to cool down slowly. The cooling time is determined by the fact that the curled edges are stiff when touched and no heat is felt.
1. Quickly close the clamp, quickly adjust the pressure to P3 within the specified time, and press the timer at the same time to record the cooling time.
P3=P0+cooling pressure
When the clamp is closed, the pressure should be increased evenly. It should not be too fast or too slow. It should be completed within the specified time to avoid false welding or false welding. This pressure should be maintained until the welding joint is completely cooled.
Docking completed
After the cooling time is reached, reduce the pressure to zero, open the clamp, remove the welded pipe (pipe fitting), remove the docking machine, and prepare for the next interface connection again.
The system pressure must be reduced to zero before unloading the pipe; if the welding machine needs to be moved, the hydraulic wires should be removed and the joints should be dust-proof in a timely manner.
Burial regulations
1. The minimum thickness of soil covering the top of the buried PE gas pipeline should comply with the following regulations:
(1) When buried under the roadway, it should not be less than 0.8m;
(2) When buried under non-vehicle roads, it should not be less than 0.6m;
(3) When buried under paddy fields, it should not be less than 0.8m;
When effective protective measures are taken, the above requirements can be appropriately reduced.
2. The foundation of the PE gas pipeline should be the original soil layer without sharp hard rocks and salts. When the original soil layer contains sharp hard rocks and salts, fine sand or fine soil should be laid. In areas where uneven settlement of pipelines may occur, the foundation should be treated or other anti-settlement measures should be taken.
3. When PE gas pipelines transport gas containing condensate, they should be buried below the soil freezing line and a condensation tank should be installed. The slope of the pipeline to the condensate tank should not be less than 0.003.
PE gas pipe connection
1. Pre-construction technology of PE gas pipe
a. Be familiar with and master the construction drawings before construction; b. Prepare corresponding construction machinery and tools;
c. Conduct on-the-job training for operating workers, and construction can begin only after passing the training; d. Acceptance of pipes and fittings in accordance with standards.
2. Excavation of PE gas pipe trench
The excavation of pipe trenches must be carried out in strict accordance with the excavation routes and excavation depths guided by the design drawings or project supervision, and modifications must not be made without the consent of the relevant departments. Generally speaking, the minimum diameter for buried polyethylene pipes is The thickness of the soil covering the top of the pipe is: A. The depth of the pipe top buried under the roadway shall not be less than 0.9 meters; B. The depth of the pipe top buried under the sidewalk or pipe branch shall not be less than 0.75 meter; C. The branch pipe buried under the green belt or in the residential area shall not be less than 0.6 meter ;
D. In permanently frozen soil or seasonally frozen ground, the burial depth of the pipe top should be below the freezing line. In a strong and stable trench bottom, the width of the pipe trench is determined by the operating space required for construction. The space size must allow The correct preparation of the bottom of the pipe trench and the filling and compacting of the trench landfill materials should be carried out normally, and the economical cost of trench excavation and purchase of landfill materials should also be taken into consideration.
3. Preparation of trench bottom for PE gas pipes
For pressure systems such as water supply, sewage or long-distance transportation pipelines, unless there are special requirements in the design drawings, generally speaking, the horizontal accuracy requirements for the bottom of the pipe trench are not very high. For gravity drainage systems, the slope grade must meet the specified requirements.
If the bottom of the trench is fairly straight and there are basically no large rocks in the soil, then there is no need to level it. Of course, if it is an undisturbed bottom of the trench, that would be better. But if the bottom of the trench If it has been disturbed or must be disturbed during the excavation process, its density should at least reach the density of the surrounding landfill materials. The bottom of the excavated pipe trench should generally be made of small stones with a diameter of no more than 50mm and no sharp edges. Then mix some sand, clay and other materials to level it. HDPE pipes of all specifications can generally adapt to a small amount of local unevenness at the bottom of the trench, but if the backfill material contains sharp-edged stones or hard shale, then Stress concentration areas may be generated on the surface of the pipeline and damage the pipeline. For excavation in shale and loose rock soil, in order to avoid contact with loose rock, a uniform trench bed must be provided for the HDPE pipeline. The general approach is When opening the bottom of the control pipe trench, the trench should be dug at least 150mm deeper than the specified grade, then backfilled to the specified height with appropriate landfill materials, and compacted to a density of 90% or higher.
4. Laying of pipelines in PE gas pipe trenches
Before the pipeline is placed into the trench, the pipeline should first be fully inspected. If no defects are found, the pipeline is allowed to be hoisted or rolled into the trench. The pipeline is usually pre-connected on the ground, and sometimes the pipeline may They will be pre-connected into many pipe sections about 150 meters long and stored in a certain place. When they need to be lowered and connected, they will be transported to the installation site, and then the pipe sections will be connected by hot melt connection or mechanical connection. The nominal diameter is less than 20mm pipes can be manually dragged into the trench; for all large pipes, pipe fittings, valves, fire hydrants and accessories, appropriate tools should be used to carefully place them into the trench; for the lifting of long-distance pipelines, it is recommended to use nylon rope.
5. Final pipe connection and assembly
The hot-melt connection of pipes in trenches is the same as the hot-melt connection of pipes on the ground, but it must be ensured that the connected pipes must be cooled to the ambient temperature of the soil before being connected. When connecting to metal pipes, water tanks or water pumps, the method is generally used Flange connection. When it is not convenient to use hot melt connection, flange connection can also be used. When flange connection, the bolts should be tightened evenly in advance, and then re-tightened after 8 hours.
6. Stress test
The pressure test can be performed before or after the pipeline is backfilled. The pipeline should be covered with soil at certain intervals, especially for snaking pipelines. During the pressure test, the pipeline should be fixed in place. The flange connection should be exposed to facilitate inspection for leaks.
The test pressure of the pressure test should not exceed 1.5 times the pressure grade of the pipe or the pressure grade of the lowest pressure grade fitting in the system. At the beginning, the pressure should be raised to the specified test pressure value and stayed for sufficient time to ensure that the pipe is fully expanded. This process takes 2-3 hours. When the system is stable, increase the pressure to 1.5 times the working pressure and stabilize the pressure for 1 hour. Carefully observe the pressure gauge and patrol along the line. If there is no visible leakage or occurrence during the test, If there is a significant pressure drop, the pipeline passes the pressure test.
During the pressure test, the continuous expansion of the pipe will cause a pressure drop. A certain pressure drop during the test is normal, but it does not prove that the pipeline system must be leaking or damaged.
7. Backfilling and compaction
Under normal circumstances, the axillary angle and initial backfilling requirements must reach at least 90%. The tamping layer should reach at least 150mm from the top of the pipe. Direct tamping should be avoided for places less than 300mm from the top of the pipe. The final backfilling may use the original Excavate soil or other materials, but they must not contain frozen soil, agglomerated clay, and stones with a maximum diameter of no more than 200mm.

214958.webp)
916.webp)
204.webp)
659.webp)
185.webp)
312.webp)
849.webp)
587.webp)
767.webp)