Hot-melt connection
Hot-melt connection method
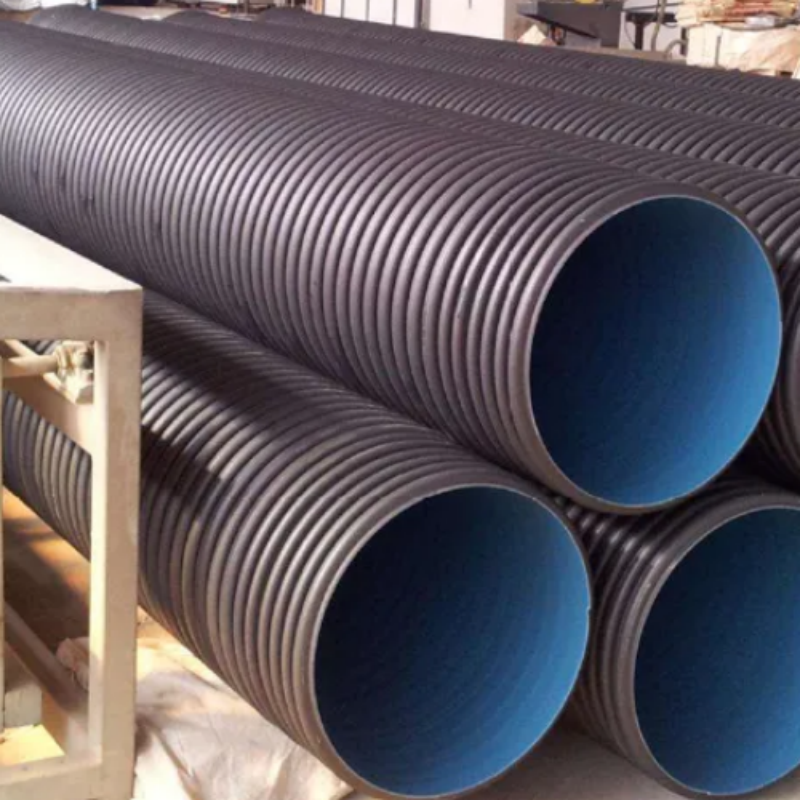
PE pipelines are generally connected by hot-melt connection in construction. Hot-melt connection generally includes the following types: hot-melt butt joint, hot-melt saddle butt joint, and hot-melt socket joint.
1. Hot-melt butt joint
Hot-melt butt joint is a method in which the welding end faces are heated to the welding temperature under certain pressure, time and temperature conditions and then connected to each other.
2. Hot-melt saddle butt joint
The hot-melt saddle butt joint connection process is relatively difficult and is generally prefabricated in the factory.
3. Hot-melt socket joint
Hot-melt socket joint is no longer used in the "Buried Polyethylene Pipe Fittings for Gas" standard. The diameter used in water supply pipelines is very small. In the construction of large-diameter hot-melt socket joints, the connection quality cannot be guaranteed due to the weight of the pipe, the difficulty of matching and inserting the depth.
Analysis of common phenomena in hot-melt butt joint construction
1. Dislocation of the connection end faces at both ends
The installation direction of the pipe can be adjusted or the clamping bolts on the welding machine frame can be adjusted to avoid the above phenomenon.
2. The welding flange is too large
Due to excessive butt pressure or heat absorption pressure and long heat absorption time
3. The welding flange is too small
Due to too small butt pressure or no drag pressure and too short heat absorption time
4. The welding flange is flat
Due to too low temperature of the heating plate or too large butt pressure
5. Touch the end face after milling with your hands
Intentionally or unintentionally touching the end face after milling before welding will cause end face contamination and brittle fracture.
6. Bumping the end face when taking the heating plate
Bumping the end face during the process of extracting the heating plate will affect the connection strength and may cause leakage.
Hot melt connection quality control and welding parameter control
If you want to obtain a high-quality interface, you must have a series of quality control measures before welding
1. Pressure control
Appropriate pressure will promote the flow of materials and obtain high-quality joints.
2. Time control
Different welding times are required in different situations. Generally, the total welding time is determined by the raw materials used for the pipe or fittings.
3. Temperature control
The temperature during the butt joint process is an important factor affecting the quality of the butt joint. The docking temperature control of polyethylene pipe is divided into two parts, namely the ambient temperature and the heating plate temperature. The heating plate temperature is generally 210℃-230℃. The control of ambient temperature is directly related to the heat absorption time, otherwise it will affect the docking quality.
4. Welding parameter control
The formulation of welding parameters is closely related to hot melt connection. For welding connection parameters at room temperature, refer to the German Welding Association DVS2207.1995.
Weld inspection
The weld inspection of polyethylene pipes has always been a difficult problem. At present, the inspection methods for the welds of polyethylene pipes in China are generally based on visual inspection and comparative inspection methods. The main visual inspection and comparative inspection features of excellent interfaces are as follows:
1. The surface of the curling should be full and smooth, without bubbles and shrinkage defects.
2. The circular curling on both sides of the weld should be uniform, and the curling width should be similar.
3. The misalignment of the butt-jointed pipe ports should not exceed 10% of the pipe wall thickness.
4. When the two ends of the hot melt butt joint are the pipe and the injection molded pipe fitting, the curling shape on one side of the pipe fitting is irregular. This is caused by the characteristics of the injection molding process and is not abnormal. It is recommended to determine the acceptable curling characteristics through experiments. Temporary insulation measures need to be set up during winter construction.
Electric fusion connection
Electric fusion connection method
The operation of electric fusion connection is simple and easy to master, which reduces the influence of human factors during welding and has a wide range of applications. After the polyethylene pipe is connected, it can keep the inner wall of the pipe smooth, does not affect the flow rate, and has high interface reliability. It is a connection method. Electric fusion connection can also be used to repair pipeline operations.
1. Principle of electric fusion pipe welding
According to the principle of electric fusion pipe welding, the electric fusion welding process includes: the pipe is positioned in the electric fusion pipe, the electric fusion pipe is powered by the electric fusion welding machine, the inner wall of the electric fusion pipe is melted, the PE material in the molten area expands toward the outer wall of the pipe, the PE material on the outer wall of the pipe is melted, and the melt pressure increases, prompting the melt to flow to the gap between the inner wall and the outer wall of the pipe, thereby closing the molten area, and the observation hole begins to slowly lift up. The melt pressure reaches the value before power failure, and it is completed by natural cooling after power failure.
a. Ensure that the pipe port is vertical, flat, and the port must be chamfered.
b. Ensure the insertion depth of the pipe and fix the welded assembly.
c. Ensure that the welding area is on the same axis during welding and is not affected by any external stress.
d. The scraped port cannot be touched by hand, the inside of the electric fusion pipe can be wiped with alcohol, and the cooling process cannot be affected by any external force and move the pipe or pipe.
Factors affecting the quality of electric fusion pipe welding
There are generally three factors that affect the quality of welding: the impact of voltage and current fluctuations on the quality of the interface, the impact of ambient temperature on the quality of the interface, and the impact of poor operation on the quality of the welding interface.
1. The impact of voltage and current fluctuations on the quality of the interface:
For electric fusion pipes that are qualified and leave the factory, the resistance value of the internal pre-resistance wire is constant.
a. It is not possible to directly connect the welding power supply under a high-power machine and share a cable.
b. Generally, when the welding machine is within 50 meters from the power supply, a 2.5mm2 input cable is used. When the welding machine is 50-100 meters away from the power supply, a 4mm2 input cable must be selected. When the welding machine is 100 meters away from the power supply, the input cable must be thickened or connected to a generator. It is forbidden to coil the cable.
2. The impact of ambient temperature on the quality of the interface
The factory standard of electric fusion pipe fittings and the welding time parameters are generally designed based on an ambient temperature of 20°C.
3. The impact of poor operation on interface quality
The so-called poor operation is mainly caused by the lack of responsibility of the construction personnel, not operating according to the operating procedures, and the connection parts are caused by oil, water, mud, etc. Common phenomena are as follows:
a. The pipe connection port is not scraped or not processed properly, the pipe port is not chamfered or there are debris.
b. Incorrect positioning, insufficient insertion depth of the pipe, the pipe and the pipe fittings are not on the same axis, and there are external stresses.
c. The coil pipe is not straightened before welding, or the pipe with large bending deformation is not rounded.
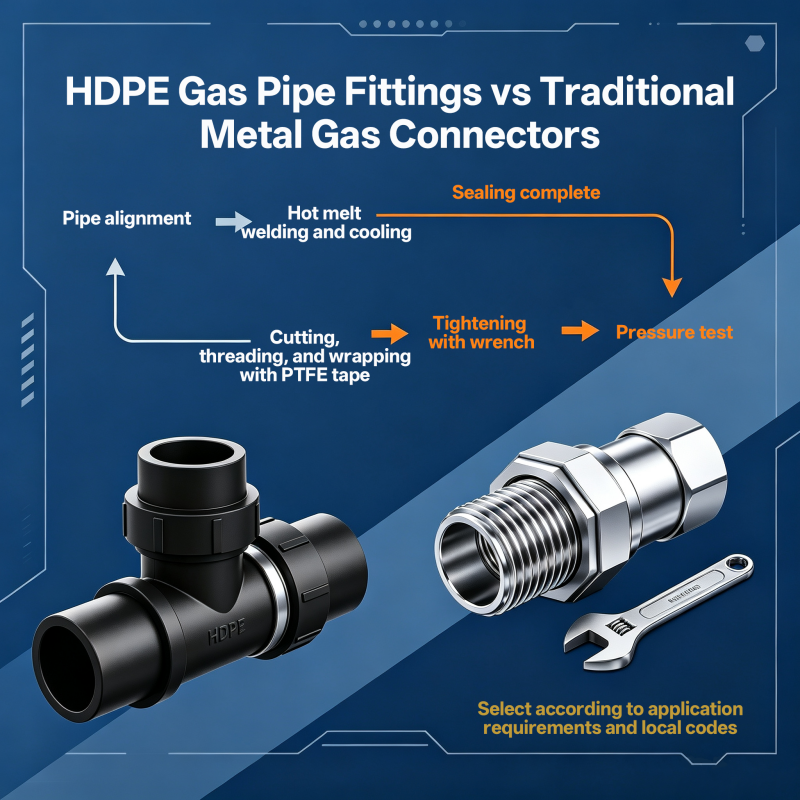
Steel-plastic transition and flange connection
When it is difficult to connect different pipes directly, transition fittings can be used for connection, such as: plastic pipe and metal pipe, valve, instrument, pressure gauge, etc. There are two main connection methods for connecting polyethylene pipes and metal pipes: steel-plastic transition fittings and flanges.
1. Steel-plastic transition pipe connection
When using straight steel-plastic pipe fittings, when the steel pipe end is welded by electric welding, the plastic end needs to be placed in a container with water, and the steel pipe end needs to be exposed before it can be welded to the steel pipe.
2. Flange connection
Flange connection is a connection method in which a polyethylene flange head and a steel flange are combined and fixed with bolts. It is easy to install and disassemble. When connecting the steel flange, the bolt holes of the flange are required to be centered, the planes of the polyethylene flange and the steel flange should be parallel and perpendicular to the pipe connection plane, and the material of the sealing ring should be implemented in accordance with relevant technical standards.
When tightening the bolts, the bolts must be tightened diagonally in sequence to prevent twisting. After the installation is completed, the bolts are tightened gradually in batches to eliminate the stress of the polyethylene flange.
Crossing construction requirements
When crossing roads or bridges, polyethylene PE pipes need to be installed with steel pipes as casings.
Safety precautions
1. Electrical equipment for welding pipelines needs to be grounded and conductors that come into contact with people must be protected.
2. When moving electrical equipment, the power supply must be cut off to avoid electric shock accidents.
3. When welding electric fusion pipe fittings, people should avoid the welding area, and should not look above the observation hole during the welding process to avoid burns from the spray liquid in the observation hole when the welding fails.

916.webp)
204.webp)
659.webp)
185.webp)
312.webp)
849.webp)
587.webp)
767.webp)