When designing or upgrading a slurry transport system in mining operations, one of the most critical—and costly—decisions you’ll face is choosing the right pipe material. For decades, steel has been the default choice. But in recent years, high-density polyethylene (HDPE) pipes have emerged as a compelling alternative, especially in abrasive and corrosive environments. So which is truly better for your mine in 2026?
This comprehensive guide delivers a detailed, practical, and up-to-date comparison between HDPE mining pipe and steel pipe specifically for slurry applications. We’ll examine real-world performance data, lifecycle costs, installation logistics, environmental impact, and hidden pitfalls—so you can make a confident, evidence-based decision that protects your budget and maximizes uptime.
Why Pipe Material Matters in Slurry Transport
Slurry—the mixture of water, fine ore particles, sand, and chemicals—is notoriously destructive to pipelines. It combines abrasion, corrosion, and high pressure into a single, relentless assault on pipe walls. A poor material choice leads to:
Frequent leaks and unplanned shutdowns
Skyrocketing maintenance and replacement costs
Environmental compliance risks
Reduced operational efficiency
Understanding how HDPE and steel respond to these challenges is essential. Let’s break it down.
What Is HDPE Mining Pipe?
HDPE (High-Density Polyethylene) pipe is a thermoplastic made from petroleum. In mining, it’s typically manufactured to PE100 or PE100-RC (Resistant to Crack) standards, offering superior strength and durability compared to older PE80 grades.
Key properties:
Density: 0.941–0.965 g/cm³
Operating Temperature Range: -60°C to +60°C (-76°F to +140°F)
Joining Method: Heat fusion (creates monolithic, leak-free joints)
Common Sizes: DN50 to DN1200 (2" to 48")
HDPE is non-metallic, flexible, and chemically inert, making it ideal for aggressive slurries containing acids, alkalis, or salts.
Note: Don’t confuse standard HDPE with UHMWPE (Ultra-High-Molecular-Weight Polyethylene). While UHMWPE offers even higher abrasion resistance, it’s more expensive and less commonly used for large-diameter slurry lines. This guide focuses on standard HDPE mining pipe (PE100/PE100-RC).
Products you might be interested in: Mining PE pipes used in the pit

High-density polyethylene (HDPE) mining pipes. Manufactured by Shandong Haili Pipeline Technology Co., Ltd., China’s leading high-tech pipe supplier. Designed for abrasive, corrosive slurry transport in mining operations.
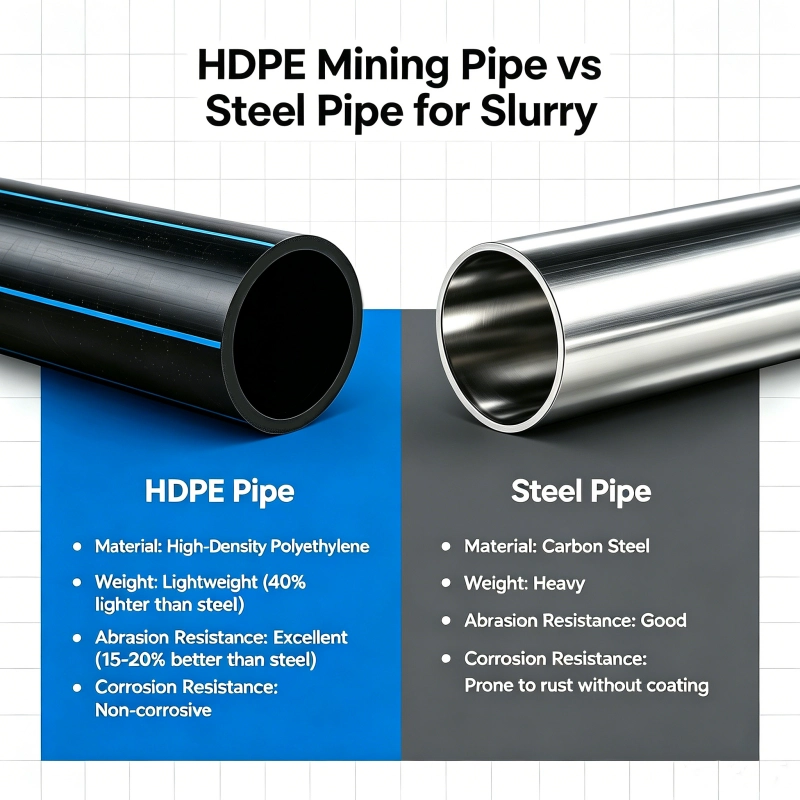
What Is Steel Pipe for Slurry?
Steel slurry pipes are typically made from carbon steel (e.g., ASTM A53, A106) or alloy steel with added chromium or manganese for wear resistance. They may be seamless or welded (ERW, LSAW).
To combat wear, many operators use:
Lined steel pipes (rubber, ceramic, or epoxy lining)
Thicker wall schedules (e.g., Schedule 80 or XXH)
Rotating pipe sections to distribute wear evenly
Steel remains popular due to its high pressure rating and structural rigidity—but at a cost.
Head-to-Head Performance Comparison
Below is a detailed comparison across 10 critical factors for slurry transport:
| Criteria | HDPE Mining Pipe | Steel Pipe |
|---|---|---|
| Abrasion Resistance | Excellent. HDPE’s molecular structure absorbs particle impact without surface degradation. Studies show 3–7x longer life than mild steel in high-silica slurries. | Poor to moderate (unlined). Carbon steel wears rapidly. Lined versions improve performance but fail catastrophically if lining cracks. |
| Corrosion Resistance | Immune to rust, acids (pH 1–14), alkalis, and saltwater. No internal coating needed. | Highly susceptible to corrosion, especially in acidic or saline slurries. Requires cathodic protection or linings, adding cost and complexity. |
| Weight | Very light (~1/8 the weight of steel). Easier to transport and handle. Reduces labor and crane needs. | Heavy. Requires heavy machinery for installation. Increases shipping costs and safety risks. |
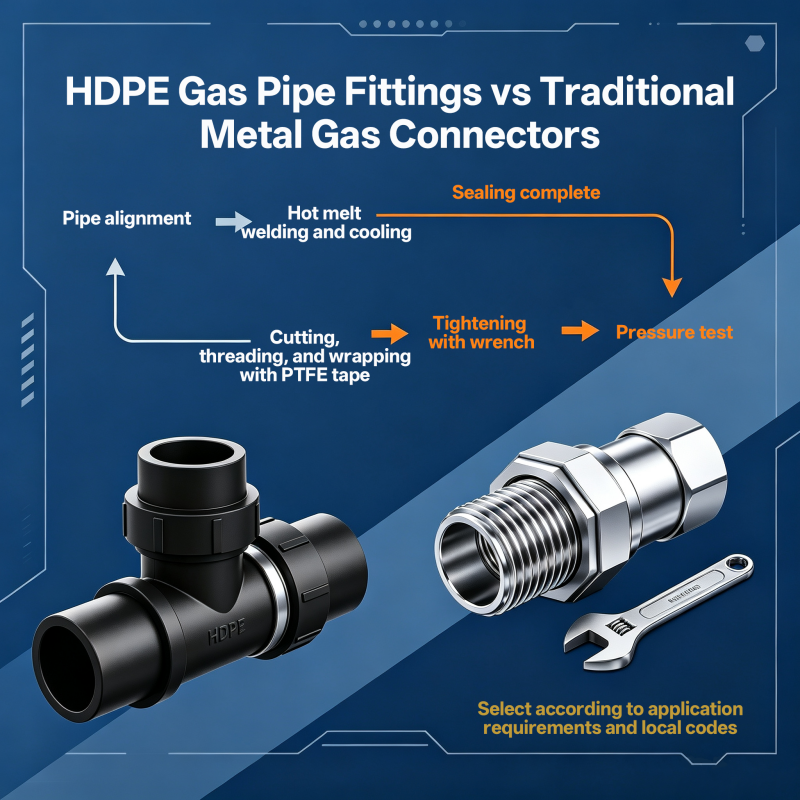
| Installation Speed | Fast. Heat-fused joints create continuous pipeline in hours. No welding, threading, or flanges. Trenches can be narrower. | Slow. Requires skilled welders, X-ray testing, and curing time for linings. Joints are potential leak points. |
| Leak Risk | Extremely low. Fusion joints are stronger than the pipe itself. No gaskets or seals to degrade. | High. Weld defects, flange leaks, and lining failures are common. Each joint is a vulnerability. |
| Flexibility | High. Can bend up to 25x its diameter without fittings. Absorbs ground movement and seismic shifts. | Rigid. Requires expansion joints and careful alignment. Prone to stress fractures in unstable terrain. |
| Internal Smoothness | Very smooth (Hazen-Williams C-factor: 150–160). Reduces pumping energy by 15–30%. Resists scaling and buildup. | Rougher interior (C-factor: 100–120). Scaling and mineral deposits increase friction over time, raising energy costs. |
| Temperature Limit | Max 60°C (140°F). Unsuitable for hot slurries (>70°C). | Handles high temps (up to 400°C+ with proper grade). Ideal for geothermal or high-temp process streams. |
| UV Resistance | Moderate. Requires carbon black additive (standard in mining-grade HDPE). Long-term outdoor exposure degrades surface—but not structural integrity. | Good. Paint or galvanizing prevents rust, but scratches expose base metal. |
| Recyclability | 100% recyclable. Can be reground and reused in non-critical applications. Lower carbon footprint. | Recyclable, but energy-intensive. Rust and coatings complicate recycling. |
Real-World Case Studies: What Mines Are Seeing in 2026
Case 1: Copper Mine in Chile – Replaced Steel with HDPE
Challenge: Acidic tailings slurry (pH 2.5) was eating through carbon steel pipes every 8 months.
Solution: Installed PE100-RC HDPE pipe (DN300).
Result:
Zero leaks in 3+ years
22% reduction in pumping energy
Maintenance costs dropped by 65%
Case 2: Iron Ore Operation in Australia – Hybrid Approach
Challenge: High-pressure, coarse slurry (35% solids, 2mm avg. particle size).
Solution: Used ceramic-lined steel for high-wear elbows and HDPE for straight runs.
Result: Balanced cost and performance. Extended system life to 5+ years.
Case 3: Coal Wash Plant in West Virginia – Stick with Steel
Reason: Slurry temperature regularly exceeds 80°C during summer.
Outcome: HDPE was ruled out. Upgraded to chromium carbide overlay steel for critical sections.
Key Insight: There’s no universal “winner.” The best choice depends on your slurry’s chemistry, temperature, particle size, and budget horizon.
Lifecycle Cost Analysis: Beyond the Purchase Price
Many engineers focus only on upfront cost—where steel often appears cheaper. But total cost of ownership (TCO) tells a different story.
| Cost Factor | HDPE Pipe | Steel Pipe |
|---|---|---|
| Material Cost (per meter) | $85–$150 | $60–$120 |
| Installation Labor | Low (1–2 workers, no welding) | High (welders, inspectors, safety crews) |
| Jointing Cost | Included in fusion process | Flanges, gaskets, welding rods, NDT testing |
| Maintenance (annual) | Near zero | $15,000–$50,000 per km (leak repairs, lining checks) |
| Downtime Cost | Minimal | High (production loss during repairs) |
| Pumping Energy (10-year) | ~$120,000 | ~$170,000 (due to rougher interior) |
| Replacement Frequency | Every 15–25 years | Every 3–8 years (unlined); 8–12 years (lined) |
Conclusion: Over a 15-year period, HDPE systems typically cost 30–50% less in total lifecycle expenses—even if the initial pipe price is higher.
When to Choose HDPE Mining Pipe
HDPE is the best choice when your operation has:
Corrosive slurries (low or high pH)
Moderate temperatures (<60°C / 140°F)
Fine to medium particle sizes (<5mm)
Long, straight runs with minimal elevation changes
Remote or difficult terrain (benefits from lightweight and flexibility)
Sustainability goals (lower carbon footprint, recyclable)
✅ Ideal for: Tailings transport, process water return lines, leachate collection, coal slurry (cold), phosphate mining.
You can also learn more about the applications of HDPE pipes in mining through these articles:
Large Diameter HDPE Corrugated Pipes for Deep-Buried Mining
2 inch HDPE Water Pipe for Mining - Durable and Reliable Solution for Mining Operations
When to Stick with Steel Pipe
Steel remains necessary or preferable when:
Slurry temperature exceeds 70°C (158°F)
Very coarse or sharp particles (e.g., gravel, crushed rock >10mm)
Extremely high pressure (>25 bar / 360 psi)
Existing infrastructure is steel-based (retrofit compatibility)
Regulatory requirements mandate metallic piping (rare, but exists in some jurisdictions)
Tip: If using steel, always specify lined pipe (rubber or ceramic) for abrasive slurries. Unlined carbon steel rarely lasts beyond 2 years in harsh conditions.
Common Misconceptions Debunked
❌ “HDPE can’t handle high pressure.”
Truth: PE100-RC HDPE pipes are rated for PN16 (16 bar / 232 psi) at 20°C. With derating for temperature, they safely handle 10–12 bar at 60°C—sufficient for most slurry applications.
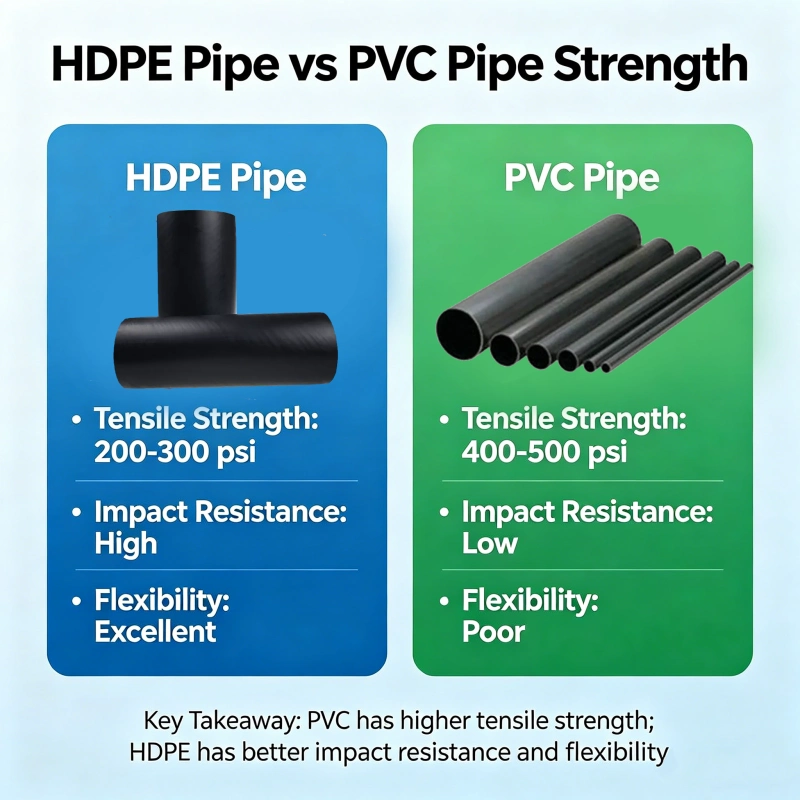
❌ “Steel is stronger, so it lasts longer.”
Truth: Strength ≠ durability in slurry. Steel’s hardness makes it brittle under particle impact. HDPE’s toughness absorbs energy, resisting crack propagation.
❌ “HDPE joints are weak.”
Truth: Properly fused HDPE joints are monolithic—tested to be stronger than the pipe body. Failures almost always stem from poor installation, not material weakness.
Installation Best Practices for HDPE Slurry Pipes
To maximize performance:
Use certified fusion technicians (follow ISO 4437 or ASTM D3350).
Avoid sharp bends—maintain minimum bend radius (typically 25x OD).
Anchor thrust blocks at direction changes to handle flow forces.
Backfill properly with fine, rounded sand—no rocks or debris.
Conduct pressure testing post-installation (1.5x operating pressure for 1 hour).
Pro Tip: Install pigging access points if future cleaning is anticipated. HDPE is compatible with soft pigs for descaling.
Environmental and Safety Advantages of HDPE
No toxic leaching: Unlike some steel linings (e.g., epoxy with BPA), HDPE is food-safe and inert.
Lower CO₂ emissions: Manufacturing HDPE emits ~1.8 kg CO₂/kg vs. ~2.5 kg for steel.
Safer handling: No heavy lifting, welding fumes, or fire risk.
Spill prevention: Fewer leaks = reduced environmental liability.
In an era of ESG reporting and stricter regulations, HDPI’s green credentials matter.
The Future: Trends Shaping Pipe Selection in 2026 and Beyond
PE100-RC Dominance: This “crack-resistant” HDPE grade is becoming the new standard for mining, offering 2x the slow crack growth resistance of PE100.
Smart Pipelines: Embedded sensors in HDPE pipes now monitor flow, wear, and temperature in real time.
Circular Economy: Mines are increasingly required to use recyclable materials—favoring HDPE.
Hybrid Systems: Combining HDPE (for corrosion resistance) with short steel sections (for high-temp zones) is gaining traction.
Final Recommendation: A Decision Framework
Ask yourself these 5 questions:
What is my slurry’s max temperature?
→ >70°C? Choose steel. ≤60°C? HDPE is viable.What is the pH?
→ <4 or >10? HDPE wins. Neutral? Either works.What’s the particle size distribution?
→ Mostly <2mm? HDPE excels. >5mm sharp rocks? Consider lined steel.What’s my budget horizon?
→ Short-term capex focus? Steel may seem cheaper.
→ Long-term TCO focus? HDPE almost always wins.Do I need rapid installation?
→ Remote site or tight schedule? HDPE installs 3–5x faster.
If you answer “yes” to 3 or more HDPE-friendly conditions, go with HDPE.
Conclusion: It’s Not About Which Is “Better”—It’s About Which Is Better For You
In 2026, HDPE mining pipe is no longer a niche alternative—it’s a mainstream, high-performance solution that outperforms steel in most slurry applications. Its combination of corrosion immunity, low lifecycle cost, rapid installation, and environmental benefits makes it the smart choice for forward-thinking mining operations.
However, steel still has its place in extreme conditions. The key is honest assessment of your specific slurry characteristics, operational constraints, and financial goals.
By using this guide as your decision framework, you’ll avoid costly mistakes and build a slurry transport system that delivers reliability, efficiency, and value for decades to come.
Ready to specify? Always request third-party test reports (e.g., ISO 13479 for abrasion, ISO 13477 for impact) and insist on PE100-RC grade for critical mining applications. Your future maintenance team will thank you.
Choose a Partner Who Understands Mining—Choose Haili
When your operation demands high-performance HDPE mining pipe engineered for real-world slurry challenges, you need more than just a supplier—you need a technology partner with proven expertise, rigorous quality control, and deep industry insight.
Shandong Haili Pipeline Technology Co., Ltd has been at the forefront of advanced pipeline solutions since 2013. With 24+ state-of-the-art production lines, a national-level CNAS-certified R&D laboratory, and over 32 patents, we don’t just manufacture pipes—we engineer integrity into every meter.
Our HDPE mine pipes are:
Made from premium PE100 and PE100-RC resins for maximum abrasion and crack resistance
Fully compliant with ISO 4427, ASTM D3350, and GB/T 13663 standards
Backed by in-house capabilities in material science, pipeline design, and system optimization
From remote copper mines in South America to iron ore operations in Australia, Haili pipes are trusted to deliver zero-leak performance, lower energy consumption, and decades of service life—even in the harshest slurry environments.
Need a customized solution? Our team of international experts can support you with:
Slurry compatibility analysis
Hydraulic and structural pipeline design
On-site installation guidance
Lifecycle cost modeling
Don’t let outdated assumptions lock you into costly steel systems.
Contact Shandong Haili today for a free technical consultation and sample pack. Let us help you build a slurry transport system that’s not only durable—but truly future-proof.
Haili Pipe – Where Innovation Flows Underground.

916.webp)
204.webp)
659.webp)
185.webp)
312.webp)
849.webp)
587.webp)
767.webp)